
| 刃の裏出し | |
鉋などの刃物を使用して減っていくと刃先が裏スキの部分まで来てしまい、刃の裏側が凹んでしまい目的どおり機能しなくなります。 そこでまた裏側を真っすぐにしなくてはならないのですが、鉋のように刃幅が広くなるほど裏を研ぎ減らす労力も馬鹿になりません。 また、裏を研いで減らすという事は裏スキを減らすという事でもあり、裏側の直線を維持しにくくなり、更に研ぎ減らすべき鋼部分の面積がどんどん増加し労力が増えるという悪循環になりかねません。 ある程度の幅のある刃物など刃先に近い部分だけを、だましだまし裏側に出してやる事で、刃先以外の部分の研ぎ減らしを極力抑え、なるべく調整しやすい状態を維持していこうという訳である。 金床のRの付いた部分に刃の裏スキ部分を密着させ玄翁で切れ刃の地金部分を叩くというのが、一般的なやり方です。 裏出しをする為にいろいろな形状の金床や、或いはヒッターといった専用の道具まであるようですが、ヒッターはともかく金床については条件さえ満たしていれば、形状については特に問題は無いと思います。 |
|
 金床画像 (クリック) |
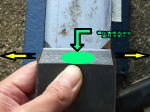
ここではよくあるレールを加工した金床を使って説明しようと思います。 左の画像のような形状の物で手前側上部の角がR状に面取りしてあります。 この面取り部分に裏スキ部分を当てます。 |
 (クリック) |
刃先を向こう側へ向け手元側を下げて金床のRに裏スキを当てます。 端から順番に地金だけを玄翁で叩いていきます。 絶対に刃先の鋼部分や鋼に近すぎる部分は叩かないでください。 鋼というだけあって硬いので一箇所だけに力が加わると刃が割れますので、力を入れすぎず端から順番に満遍なく叩く事で地金を伸ばして、刃先をだましだまし裏へ向かって反り返らせます。 玄翁で叩く箇所の真裏の裏スキ部分だけは、常に金床と完全に密着した状態で、金床が衝撃を全て受け止めるようにします。 常に金床の中心部分で叩くつもりで刃物を金床から浮かさず端から端まで順に刃物の方を移動していきます。 |
 (クリック) |
この時刃物を持っている手の方の人差し指をガイドにすると金床の位置が把握しやすく距離感も安定しやすいと思います。 真裏が金床にきちんと密着していると叩いた時にカンカン・ギャンギャンと響くような音ではなく、どちらかというと鈍い音になります。 慣れるまでは焦らずゆっくりでも良いので確実にこなしてください。 刃物によって裏が出やすい物、出にくい物がありますので時折チェックしてください。 裏が出るほど良いというものでもありません。 また出ないからといって強く叩きすぎたり金床と隙間が出来ていたりすると割れてしまう可能性もあります。 割れてしまった場合、横方向に割れればまだラッキーですが縦に亀裂が入ると下手すると数センチ亀裂が無くなる所まで研ぎ減らさなければなりません。 その間、途中で裏出し作業をして叩くと亀裂の範囲がどんどん増えますので確実に亀裂がなくなるまで研ぎ減らさねばなりません。 このような恐怖体験(泣)を出来るだけ招かないように無理をせず確実に行いましょう。 違う金床ですが、裏出しの動画をこちらに追加しておきます。 また動画が再生できないとの話もございますので、YouTube版を設けました。 |
| 刃の裏押し | |
一般に鉋は糸裏といわれ、裏側から見た場合、刃先から裏スキまでの距離が短く一本糸を引いたような感じで刃が付くのが理想的とされています。 鑿の場合は刃先の強度などの面から必ずしもそうとは限りませんが、やはり必要以上に裏が減るのは好ましくはないですね。 裏出しの項で書いたとおり、裏スキが減る事により労力も馬鹿になりませんが、精度の良い刃付けがしにくくなり特に刃先に常に正確に砥石が当たりにくいからだと思われます。 |
|
| 裏押しの手順と例 (クリック) |
一般的には金盤に少量の金剛砂と水を研磨剤として刃に対して横方向に刃先に力を入れて擦ります。 これを刃先が平になるまで擦り、最後は水分が乾くまで擦ると金盤に密着し真っすぐになった部分が光ります(から研ぎ)。刃先部分が端から端、もちろん刃先まで全部が輝くようにします。 これが昔からの一般的なやり方ですが、金剛砂の代わりにキングなどの中砥を細かく粉にしてつかったり、GCや専用の研磨剤の粉末もあります。 金盤を使う場合は仕上がる段階では研磨剤を充分にすり潰し細かくなっている事が大事です。 最近では、から研ぎまではせず仕上砥石で丁寧に仕上げて終わりという形か、或いは金盤を使わず精度良く平面出しした中砥からはじめて仕上砥石まで順に細かくしていくというやり方の方も多いようです。 |
| 鉋の耳おとし | |
 |
簡単にいえば文字通りグラインダーで耳を落とすだけです。 ただし注意点としてはグラインダーの熱に注意する事と、程よく落とすという事です。 グラインダーが無ければ労力が必要ですが荒砥でも構いません。 耳を落としすぎたりしないように、台に仕込んだ状態で刃に鉛筆などで印(クリック)をつけて目安にすると良いでしょう。 刃の仕込み溝より1~1,5㎜ずつ余分に落とせば良いのではないかと思います。 |
| ←②砥石の平面調整 | ④研ぎ→ |
|
|